Убедительность лазерно-дуговой сварки
Reis Robotics уделяет все большее внимание лазерной гибридной сварке, убеждая своих клиентов в преимуществах данной технологии. Производитель представляет новое поколение инновационной лазерной гибридной сварочной технологии. Новые установки к тому же комплектуются абсолютно новой сварочной оптикой MWO54-Hybrid.
По глубокому убеждению Reis Robotics, лазерно-дуговая сварка объединяет преимущества обеих технологий, то есть лазерной сварки и аргонной электродуговой сварки в один технологический процесс. Важнейшие преимущества среди прочего заключаются в очень высокой скорости сварки, в незначительных деформациях материала и уменьшенной зоной термического влияния, а также в очень хороших металлургических и механических свойствах сварного шва. Таким образом, данная технология подходит для целого ряда направлений. К примеру, она самым активным образом применяется в автомобильной индустрии для сварки сравнительно тонких структурных элементов. Сверх того, некоторые клиенты Reis Robotics успешно применяют данную технологию для производства бетонных насосов, а также манипуляторов мобильных кранов. В данной отрасли используются высокопрочные стали, обработка которых иными технологиями предусматривает повышенные затраты – например обязательный предварительный нагрев деталей для предотвращения нежелательных поводок материала. Дальнейшее применение нашла данная технология в производстве железнодорожного транспорта, а также в изготовлении стальных конструкций, например элементов мостов, и сварке ёмкостей.
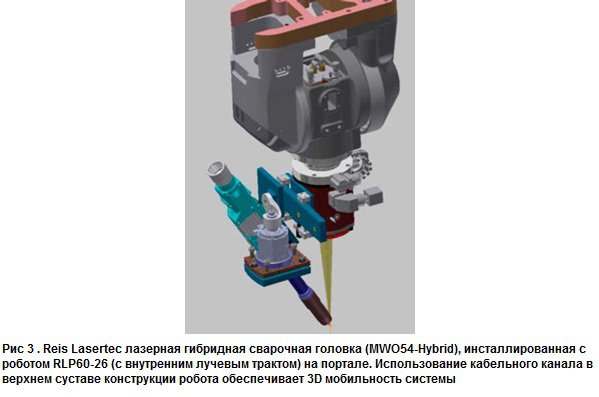
Лазерно-дуговая сварка с интегрированным лучевым трактом.
Растущий спрос на эту сравнительно новую технологию сварки вызвал создание собственного производства оптических компонентов на базе Reis Lasertec. К тому же запатентованный у Reis Robotics интегрированный в роботе внутренний лучевой тракт применяется теперь и в данной технологии.
Reis Robotics ставит акцент на том, что развитие технологии гибридной лазерной сварки предполагает испытания на предприятии производителя, и создает для этого все условия. В этих целях были значительно увеличены инвестиции в укрупнение лазерной лаборатории и учебного центра. С недавнего времени к услугам клиентов здесь находится новейший лазерный робот RV60-26-FT с интегрированным лучевым трактом для лазерных мощностей до 20 кВт, гибридной сварочной оптикой MWO54-Hybrid и новым 8 кВт лазерным источником.
Лазерно-дуговая сварка (ЛДС) – Laser hybrid welding (LHW) – одна из технологий лучевой обработки материалов, доступная сейчас во многих отраслях индустрии, благодаря глубокой осведомленности в ней специалистов по автоматизации. ЛДС отличается низкой степенью искривления материалов при сварке в сочетании с высокой скоростью сварки и превосходными механическими характеристиками сварного шва. Автоматизация ЛДС может повышаться за счет использования высокоточной широкомасштабной портальной и полупортальной кинематики, интегрированного лучевого тракта, оффлайн программирования и т.д. с доведением её до самого современного уровня обработки.
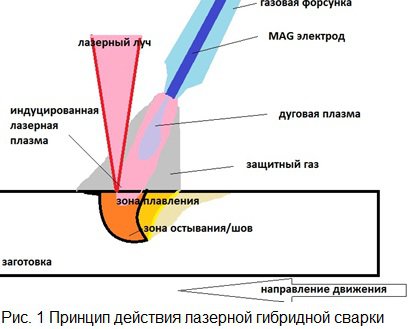
Процесс ЛДС (Рис. 1) это испытанный метод комбинации характеристик дуговой сварки, как например дуговой сварки в среде инертных газов (MIG), c характеристиками лазерной сварки, для достижения результатов, которых невозможно достичь каждым из этих методов в отдельности.
MIG процесс, с его большой степенью вмещения, помогает заполнять шов сварного соединения, в то время как лазерный луч, с его высочайшей плотностью энергии делает возможным сплавление материала в самой глубокой точке, часто отменяя необходимость специальной подготовки кромки для сварного соединения.
ЛДС имеет следующие преимущества:
- Глубокая, узкая проварка;
- Высокие скорости сварки;
- Незначительное тепловложение;
- Пониженная зона термического воздействия;
- Почти полное отсутствие деформаций;
- Высококачественные сварные швы с отличным внешним видом и физическими характеристиками
- Сокращение или отсутствие постобработки;
- Лучший контроль корня сварки, иногда позволяющий достигать полной проварки, без необходимости проводить сварку нижней стороны.
Отрасли применения ЛДС, это производство железнодорожного транспорта (например, стенки вагонов), контейнеров, тяжелых конструкций (например высокопрочных крановых манипуляторов), строительных конструкций, автомобильная промышленность и судостроение. Многие другие области применения данной технологии также открыты для её использования.
Лазерный источник
Для ЛДС требуется достаточная мощность не импульсного оптико-волоконного источника с постоянной длиной волны. Типичный диапазон мощностей для ЛДС лежит между 8 и 16 кВт, большая мощность предполагает, что в месте сварного соединения материал может начать утоньшаться. На данный момент существуют лишь единицы производителей лазерных источников, с мощностью, достаточной для поддержания процесса ЛДС. Волоконные лазеры обеспечивают гибкость производства, позволяют с большим уровнем свободы перемещать оптику над материалом. СО2 лазеры могут также использоваться, но чаще предполагают перемещение материала под неподвижной оптикой по причине расходимости луча и следовательно производительности. Обычно требуется длина волны между 880 и 1100 нм. В комбинации с высокой мощностью, это, как правило, оптико-волоконные либо дисковые лазеры.
Сварочная оптика
Если лазерный источник отвечает за создание лазерного луча достаточной мощности, то система передачи луча, или оптика, отвечает за контроль над ним. К тому же, для передачи луча от источника к точке применения требуются высокоточные системы управления. В дополнение к высокой точности, оптика, используемая для сварки, должна быть изготовлена с достаточной жесткостью и надежностью для работы в суровых условиях. Эксплуатация в соединении с MIG горелкой, предполагает, что оптическая система ЛДС должна быть защищена от искр с помощью перекрестной подачи газа и устройствами, предохраняющими линзу.
Кинематика
Ключом для успешной, гибкой, высококачественной работы рабочей ячейки ЛДС является кинематика: это обязательное автоматическое перемещение лазерной оптики и сварочной горелки вдоль деталей с часто непростой геометрией. Высокая точность позиционирования и воспроизведения – главное требование к системам перемещения. Для достижения досягаемости сварочной оптики ко всем участкам крупногабаритных деталей зачастую требуются портальные системы, которые к тому же оставляют свободным напольное пространство. С использованием периферийных позиционирующих устройств, данное решение является просто идеальным для 3D перемещений робота вокруг свариваемой заготовки (Рис. 2)
К тому же сама головка для ЛДС является тяжелой конструкцией, поэтому требуется подбирать робот с соответствующей максимальной нагрузкой, и как следствие, все портальная система должна обеспечивать надлежащую грузоподъемность при соблюдении высокой динамичности перемещений и точности позиционирования.
Программирование
Легкое и быстрое программирование сварки различных деталей является критичной во многих производственных операциях. Способность импорта чертежных файлов и быстрое создание программ для робота без прерывания производственного процесса является решающим в вопросе экономии капитальных затрат. Вот почему оффлайн программирование является важным аспектом оптимизации машинного времени в автоматических рабочих ячейках. Такие программы, как Reis Robotics ProVis предлагают визуализацию рабочей ячейки, робота, заготовки, дают возможность технологу-программисту подготавливать детальные программы без вмешательства в действующее производство.
Важно отметить, что управление роботом и автоматизация, включенные в описываемую ЛДС систему, помимо прецизионного управления кинематики, интегрируют также программирование и управление источником сварки, лазерного оборудования, подачу защитного газа, системы визуального контроля и т.д. При всей сложной комплексной координации внутри системы, её внешняя система управления Reis RobotStarVI c новейшим джойстиком ручного управления reisPAD делает прямое программирование интуитивным и быстрым.
Безопасность
Критически важен в производстве вопрос обеспечения безопасности при эксплуатации установок, оборудованных лазерами высокой мощности, типично применяемых в установках ЛДС. Лазерные кабины со специальной сенсорикой и аварийными отсекателями для рассеянного лазерного луча являются ключевыми требованиями. Даже высококвалифицированный персонал должен иметь защиту в виде автоматического аварийного выключения установки, встроенной в конструкцию рабочей ячейки. Запатентованный Reis Laser Spy монитор гарантирует то, что лазерный луч не проникнет за пределы лазерной камеры, обеспечивая тем самым дополнительную безопасность и сокращения рисков на производстве.
Примеры применения
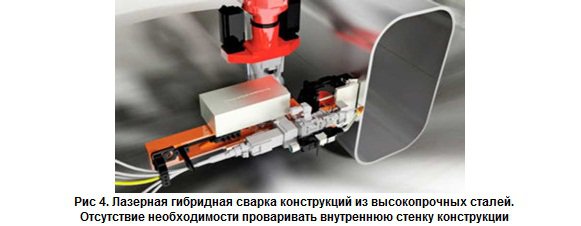
Reis Robotics имеет опыт поставки систем на предприятия по изготовлению специальных конструкций, например длинных стрел манипуляторов большегрузных мобильных кранов. Используя высокопрочные, мелкозернистые стальные сплавы, производители имеют возможность снижать вес крановых стрел, что крайне необходимо при высоте телескопической секции, достигающей до 72 м. Материал и конструкция, как бы то ни было, после сварки показывают лучшие механические результаты, даже при удвоенной скорости, чем при сварке другими методами.
Для сварки подобных сегментов обычным методом потребуется 2-3 прохода MAG сваркой, со скоростью менее 0,5 м/мин. ЛДС позволяет сваривать две полу-обечайки с использованием местной зажимной оснастки. Никаких замеряемых искривлений материала при сварке, полная проварка 15мм материала на торцевом шве за один проход со скоростью более 1 м/мин, при том, что обратная сторона не требует повторной сварочной операции. Процесс формирует сварной шов шириной до 1 мм без изменений параметров.
При использовании линейного робота, подвешенного на портале, достигается отличная досягаемость головки для проведения двух прецизионных продольных швов соединения полу-обечаек. Дуговая сварочная форсунка и лазерная оптика устанавливаются на робот, наряду с устройством слежения шва, газопроводами, электроснабжением и поддержкой кабеля. Портальная конструкция установки позволяет также доставлять крупногабаритные большегрузные детали в лазерную кабину с помощью тележек на рельсовых направляющих, что облегчает логистические операции и сокращает общее машинное время лазерной системы. Другими словами, продуманная до деталей система ЛДС в паре с новейшими эталонами в конструкции, позволяют данным производителям добиваться значительных преимуществ.
Многие сварочные мастерские, а также контрактные производители начинают также осознавать важность использования более продвинутых промышленных технологий, таких как лазерная резка и сварка. Этот тренд подогревается и мотивируется сразу несколькими факторами – падением цен на лазерные системы (инвестиции в лазерное оборудование сейчас на 30-40% ниже, чем в начале 2000-х); низким потреблением электроэнергии – волоконные лазеры потребляют лишь одну треть энергии от потребления её СО2 лазерами; качеством комплектующих, достигающим теперь такого уровня, что позволяет сваривать их с помощью лазера; ну и наконец, постоянно растущим уровнем лазерных обрабатывающих систем. Способность мыслить вперед, предлагать своим клиентам тот уровень обработки, который пока не могут предложить конкуренты, делает наиболее продвинутых представителей малых и средних предприятий более успешными технологически и, как следствие, позволяет побеждать на рынке.