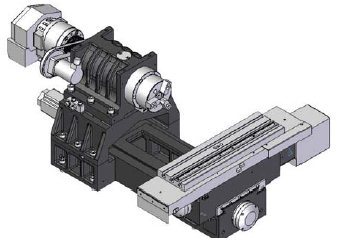
Классическая схема производства и конструкция высокой степени жесткости наряду с высокотехнологичными решениями обеспечивают исключительное качество.
Литейные уклоны плоскостей станины обеспечивают легкое удаление стружки из рабочей зоны станка. Последующая транспортировка стружки происходит с помощью стружкоуборочного транспортера. Такая конструкция проста в обслуживании.
В процессе обслуживания имеет малые тепловые деформации. Станина усилена развитой (обширной) системой ребер жесткости. Ребра жесткости предназначены для упрочнения конструкции, предотвращают перекос станины и ее коробление. Система ребер жесткости позволяет равномерно распределять тепло по всей площади станины.
Чугунная литая станина
В станках данной серии применена цельная
литая «прямая» станина.
«Прямая» станина позволяет достигать высокой точности при механической обработке за счет особой жесткости.
Высокая жесткость станины и высокая точность обработки обеспечивают высокую производительность станков при изготовлении деталей различной формы. Особенно возрастает производительность при использовании различных систем автоматизации.
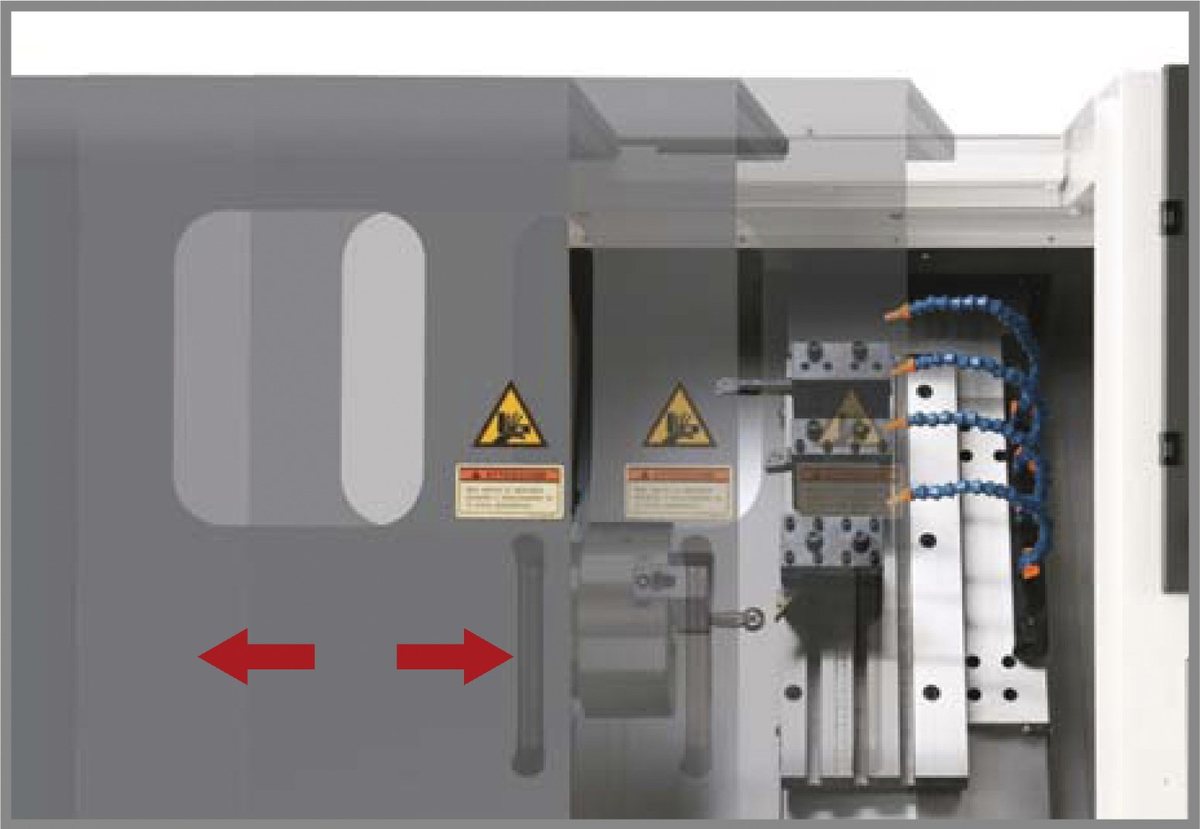
Инструментальный стол
Станки серии DL (gang type) имеют
инструментальный стол для крепления инструмента.
Для закрепления инструментальных блоков используются направляющие «Ласточкин хвост».
Станки данной серии имеют исключительно малое время смены инструмента.
Это обусловлено тем, что для смены инструмента работающего в зоне обработки, инструментальный стол должен выполнить малое количество перемещений на холостых ходах. За счет чего уменьшается машинное время и увеличивается производительность.
Направляющие типа "Ласточкин хвост"
Для перемещения инструментального стола используются
направляющие типа «Ласточкин хвост».
Они позволяют добиться относительно высоких скоростей перемещений, высокой жесткости и надежности позиционирования.
Направляющие «Ласточкин хвост», применяемые в станках, обеспечивают беззазорные (безлюфтовые) перемещения на холостых ходах в процессе обработки.
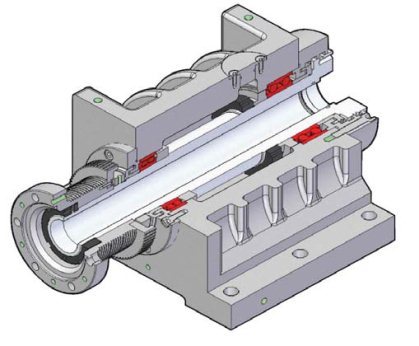
Шпиндельная бабка
Шпиндельная бабка выполнена с симметрично разомкнутым корпусом в горизонтальной плоскости.
Наружная поверхность корпуса шпиндельной бабки выполняет теплопоглощающую (теплоотводящую) функцию.
Эффективный отвод тепла от шпинделя обеспечивает стабильность, долговечность и безотказность, особенно при работе на высоких оборотах.
Шпиндель
Шпиндель установлен на радиально упорных шариковых подшипниках.
Это дает возможность добиться высокой точности обработки на высоких скоростях.
Данные подшипники обеспечивают исключительную жесткость шпинделя.
Шарико-винтовая пара
В станках серии DL применяются высокоточные
шарико-винтовые пары (ШВП). В шарико-винтовых передачах трение скольжения заменено трением качения. Винт и гайку разделяют ряды шариков, перемещающиеся в углублениях резьбы винта. Рециркуляция шариков обеспечивается возвратными каналами, идущими параллельно оси винта.
Такая система обеспечивает:
- работу при больших нагрузках;
- высокую плавность хода;
- низкий уровень шума;
- долговечность;
- большой КПД;
- легкие усилия по перемещению;
- возможность работы при больших скоростях;
- точность позиционирования;
- большую жесткость;
- отсутствие люфта;
- возможность регулирования преднатяга.
Автоматическая система смазки предусматривает надежную и своевременную смазку всех направляющих осей перемещения и ШВП.
Обеспечивает плавность хода и предотвращает преждевременный износ поверхностей.
Автоматическая дверь рабочей зоны (опция)
Эта система автоматически открывает и закрывает двери станка по команде программы, чтобы снизить усталость оператора, а также позволяет автоматически выполнять операции при использовании роботизированного устройства загрузки / выгрузки.
Система ЧПУ
ЧПУ Fanuc 0i-Mate TD обеспечивает:
- Одновременный контроль - 2-х осей;
- Минимальные задаваемые перемещения по осям X 0,0005 мм / Z 0,001 мм;
- Максимальный программируемый размер ± 9999,999 мм;
- Язык (код) программирования EIA / ISO;
- Программируемые подачи резания 1-20,000 мм/мин;
- Интерполяция - Линейная / Круговая;
- Программирование координат - Абсолютные/ Относительные;
- Код подач - M;
- Код вращения шпинделя - S;
- Код смены инструмента - T;
- Таблица коррекции инструмента на 64 позиции.
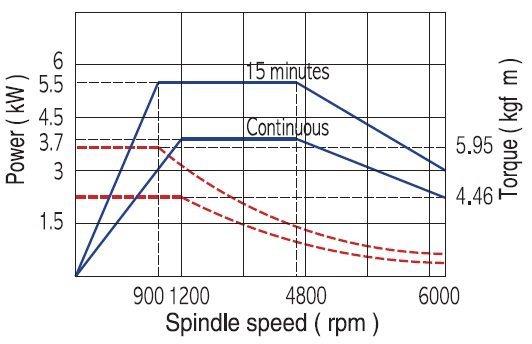
Шпиндель и суппорт приводятся в движение от асинхронных двигателей, что обеспечивает быстрое позиционирование с минимальным временем отклика, высокие скорости быстрых перемещений.