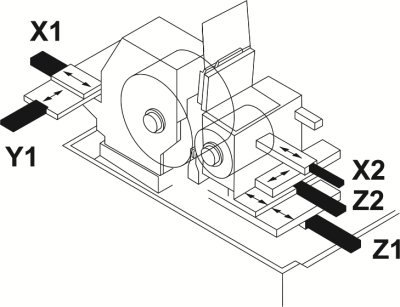
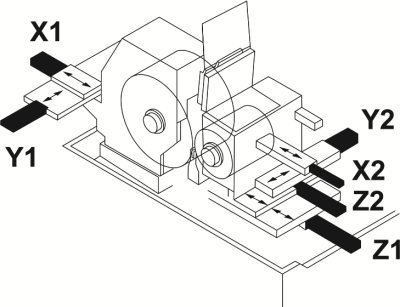
В зависимости от исполнения на станке устанавливается от 1 до 6 осей, управляемых от ЧПУ
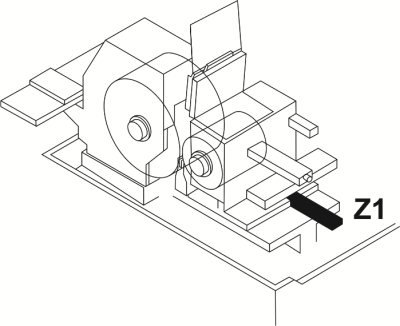
1 ось
Z1 - Контроль подающего круга по нижним салазкам
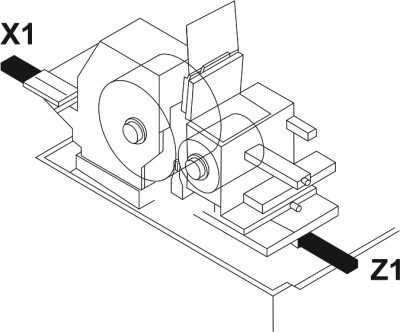
2 оси
X1 - Правка шлифовального круга (вертикально)
Z1 - Контроль подающего круга по нижним салазкам
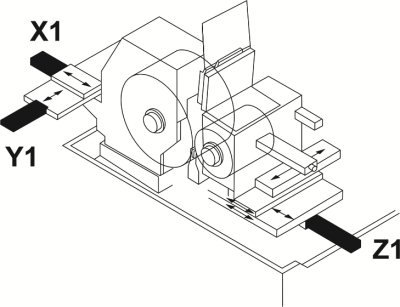
3 оси
X1 - Правка шлифовального круга (вертикально)
Y1 - Правка шлифовального круга (горизонтально)
Z1 - Контроль подающего круга по нижним салазкам
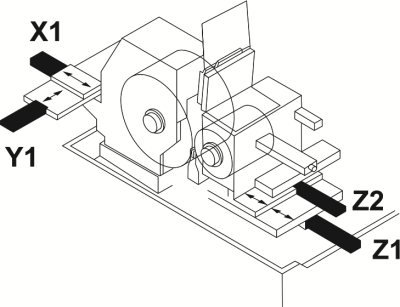
4 оси
X1 - Правка шлифовального круга (вертикально)
Y1 - Правка шлифовального круга (горизонтально)
Z2 - Контроль подающего круга по верхним салазкам
Z1 - Контроль подающего круга по нижним салазкам
5 осей
X1 - Правка шлифовального круга (вертикально)
Y1 - Правка шлифовального круга (горизонтально)
X2 - Правка подающего круга (вертикально)
Z2 - Контроль подающего круга по верхним салазкам
Z1 - Контроль подающего круга по нижним салазкам
6 осей
X1 - Правка шлифовального круга (вертикально)
Y1 - Правка шлифовального круга (горизонтально)
X2 - Правка подающего круга (вертикально)
Y2 - Правка подающего круга (горизонтально)
Z2 - Контроль подающего круга по верхним салазкам
Z1 - Контроль подающего круга по нижним салазкам
Преимущества бесцентрового шлифования (по сравнению с круглым центровым шлифованием):
возможность шлифования деталей очень малого диаметра и большой длины, а также деталей, не имеющих центровых отверстий;
шлифование деталей с большими подачами, благодаря большой жесткости станков и наличия опоры по всей длине, подвергающейся давлению шлифовального круга;
простота обслуживания станков, не требующая рабочих высокой квалификации;
простота встраивания в автоматические линии. Погрешности, получающиеся от неточности подачи круга или от его износа, в два раза меньше, чем на центровых станках, так как они относятся не к радиусу, а к диаметру детали.
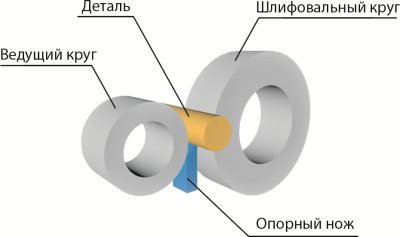
Во время бесцентровой шлифовки заготовка механически не зажата, поэтому она не нуждается в углублениях, направляющих или шпиндельных головках на концах. Вместо этого заготовка поддерживается в шлифовальном станке по ее собственному внешнему диаметру опорным ножом и ведущим колесом. Заготовка вращается между высокоскоростным шлифовальным кругом и более медленным (ведущим) колесом регулирования скорости с меньшим диаметром.