Серия PH - 3-валковые листогибочные станки с изменяемой геометрией валков.
- Полностью гидравлическое исполнение.
- Новейшая разработка на рынке листогибочных машин.
- Три приводных вала с линейной геометрией для производства широкого спектра диаметров.
- Универсальность и простота в применении.
- Все комплектующие высочайшего качества широко-известных брендов, легко узнаваемых во всех уголках мира.
Система привода станка
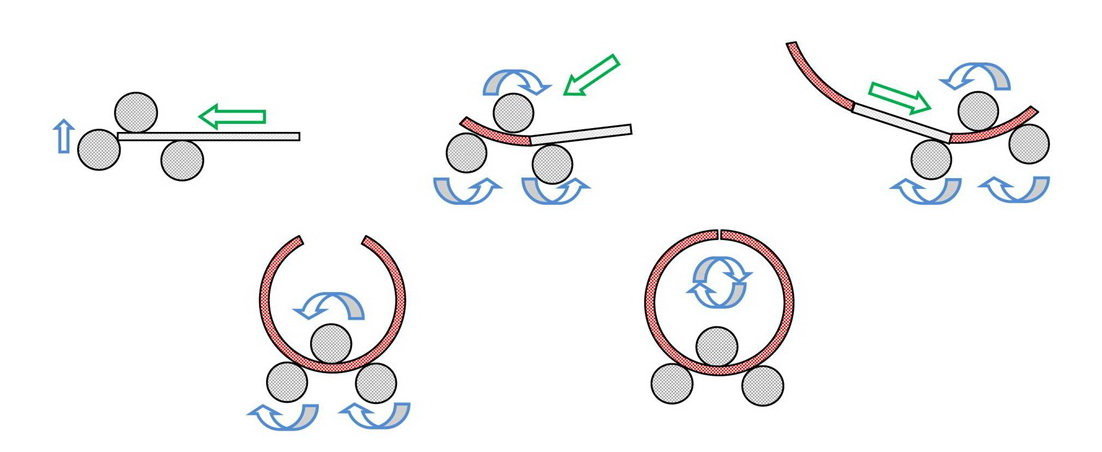
Станок приводится в действие тремя гидравлическими приводами, напрямую подключенными к валкам с помощью шестерен частичной передачи движения и редукторов, обеспечивающих максимальную производительность при минимальных затратах сил. Движение передается приводам посредством гидравлической помпы, которая питается от электромотора. Затем это движение передается редукторам, и потом валкам. Все три валка являются моторизированными, что обеспечивает эффективное перемещение листа материала.
Данный процесс крайне важен на этапе предварительной гибки, так как он позволяет расположить лист по центру валков с максимально возможной точностью и без ее потери. Это позволяет добиваться такой предварительной гибки, которая не превышает толщину листа в 1,5 или 2 раза.
Минимальный возможный диаметр гибки зависит от нескольких факторов, таких как:
- диаметр верхнего валка;
- толщина листа;
- материал листа.
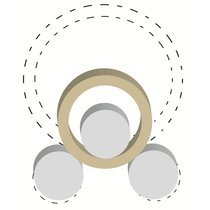
Диаметр верхнего валка станка влияет на минимальный диаметр гибки, так как невозможно получить диаметр, который был бы меньше диаметра верхнего валка.
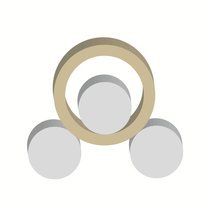
Боковые валки перемещаются максимально близко к центру верхнего валка, за счёт чего обеспечивается наименьший внутренний диаметр готового изделия К=1,1 к диаметру верхнего валка ( у станков с линейными направляющими К=1,3-1,5). Прямолинейный участок сокращается до 1,5-2,0 толщины материала (на станках с линейными направляющими прямолинейный участок составляет 3,0-5,0 толщины материала).
Профилирование валков
Еще одна особенность технологий MG – применение различных способов профилирования валков в зависимости от толщины материала. Каждый станок MG отличается от другого, даже если они одной и той же модели, поскольку валки профилируются по-разному. Кроме того, в процессе гибки случаются моменты, не всегда заметные, когда валки начинают отклоняться; благодаря профилированию, они не достигают критической точки предела прочности и проявляют отличные рабочие качества при операциях гибки.
Система постоянной смазки
Благодаря применению высококачественных материалов с высоким сопротивлением, MG смогла разработать систему постоянной смазки. Так как применяются подшипники с автоматической смазкой, то смазать детали нужно только во время сборки станка. Техническое обслуживание станков MG не составляет труда, поскольку требуется лишь периодическое пополнение смазочного масла.
Общее описание
- 3-валковые гидравлические листогибочные машины с переменной конфигурацией геометрии гибки.
- Валки бочкообразной формы способны компенсировать неравномерную нагрузку и повышать движущую силу и усилие сжатия между листом и валками.
- На протяжении всей процедуры гибки поворачивать лист не требуется. Простая работа, доступная для одного оператора.
- Параллельность между верхним и нижним валками посредством электро-гидравлического управления.
- Каркас и покрытия машины представляют собой сварную стальную конструкцию со снятием внутренних напряжений.
- Три валка установлены на герметичные подшипники, которые не требуют смазки и уменьшают сложность техобслуживания.
Меры обеспечения безопасности в гидравлической системе:
- система компенсации гидравлической окружной скорости между верхним валком, листом и нижним валком;
- гидравлическая система с предохранительными клапанами остановки валка в конечной позиции;
- система автоматического гидравлического мгновенного торможения вращения валков;
- клапаны защиты от перегрузки на каждом подвижном компоненте гидравлической системы машины;
- система аварийной остановки, активируемая посредством электрических устройств безопасности и кнопок.
Гидравлическая система
- Единый централизованный гидравлический бак в тыльной части машины обеспечивает подачу масла для всех операций гибки.
- В системе работают два автономных насоса, вследствие чего обеспечивается одновременно вращение валков и сгибающие перемещения при работе станка.
Электросистема
- Система гидравлики снабжается энергией от электромоторов. Стандартный запуск star/delta для обеспечения работы гидравлических насосов нагнетания давления.
- Полный электрический контроль машины от электрического централизованного пульта с перемещением на колесах и возможностью удаленного управления. Пульт снабжен устройством цифровой индикации позиции валков при гибке.
- Лист заправляется в станок горизонтально благодаря поддержке двух боковых валков.
* Лист автоматически выравнивается, поскольку в валках существует специальный паз, обеспечивающий оператору ориентир в виде прямой линии. Таким образом выравнивание и гибка производятся в один этап.
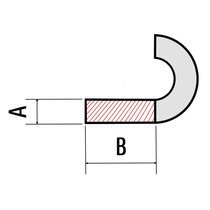
Несгибаемый участок
Если станок выбирался внимательно, то минимальный подгиб будет в 1,5 или 2 раза больше толщины листа. Но даже в этом случае, многое зависит от предела текучести материала и его толщины.
Устройство для конической гибки
Гидравлическая система конусной вальцовки позволяет вальцевать конусообразные изделия. Это одна из наиболее сложных операций, выполняемых на станке, требующая специального опыта оператора.
Так как данная операция отличается повышенной сложностью, ЭФФЕКТИВНОСТЬ ВСЕХ СТАНКОВ НЕОБХОДИМО ДЕЛИТЬ ПОПОЛАМ. То есть, станок может изготавливать конусы, длина и толщина которых ровно вдвое меньше номинальных значений.