Вступительная информация:
Для труб круглого сечения и опционально труб квадратного и прямоугольного сечения.
- Высококачественное машиностроительное производство „made in germany“, современный дизайн, инновационная технология и продвинутое программное обеспечение являются отправными точками в создании наших машин термической резки труб и профиля. Благодаря высокому качеству обработки и многолетнему опыту наших специалистов в области программирования и производства каждая новая машина являет собой образец комплексного решения задач 3D резки.
- Корпус машины и все механические детали производятся в согласовании с опробованными временем принципами и собраны общую прочную конструкцию, предназначенную для многолетнего бесперебойного обслуживания.
- Каждая из машин имеет возможность зажима круглой трубы в корпусе зажимного патрона (в мм число перед “/” в модели машины), а также на разжим (в мм число после “/” в модели машины), Например модель RB 650/1200/6 MP
- Аббревиатура MP обозначает «мультипроцесс», так как предназначена и для различных типов термической резки (автоген и/или плазма), и для различных форм обрабатываемой трубы, т.е. не только круглой, но также квадратной и прямоугольной.
- Модели от RB 200/400 6 MP до RB 950/1500/6 MP предполагают перемещение режущей головки вдоль продольной оси трубы по ходовому пути на опорах.
- Машины от RB 950/2000 6 MP до RB 1200/2500/6 MP предполагают перемещение режущей головки вдоль продольной оси трубы по ходовому пути с креплением к полу. Это позволяет с одной стороны увеличить прочность и жесткость конструкции для машин обрабатывающих трубы большого диаметра, а с другой стороны позволяет установить подвижную платформу оператора. Это высоко оцененная нашими клиентами конструкция позволяет оператору вести удобное слежение за процессом резки даже при обработке труб самого большого диаметра. К тому же машина имеет более эргономичное размещение в пространстве.
- Опционально машины моделей RB 400/800 6 MP до RB 950/1500/6 MP могут также иметь напольный ходовой путь.
- На следующих фотографиях представлены некоторые машины модельного ряда RB 200/400 6 MP до RB 1200/2500/6 MP с соответствующими конструктивными решениями.
Базовая конструкция машины:
Главные конструкционные особенности машины базируются на 6 управляемых с компьютера ЧПУ осях согласованных между собой по траектории и скорости во время резательного процесса. Данные 6 осей гарантируют точное позиционирование заготовки (трубы) относительно инструмента (режущей горелки) для достижения точных результатов резки. Все оси оснащены цифровыми AC-сервоприводами с регуляторами. Шесть осей представляют собой следующее:
- Поворот трубы = Y-Ось
- Продольное движение режущей горелки относительно поворотной оси трубы = X-Ось
- Наклонной движение режущей головки ±70° = B-Ось
- Поворот режущей головки на 380° = C-Ось
- Подгонка режущей головки по высоте с помощью электромеханического щупа в случае обнаружения неровностей поверхности трубы = Z-ось
- Реверсная регулировка зазора горелки в зависимости от угла наклона режущей головки = W-ось
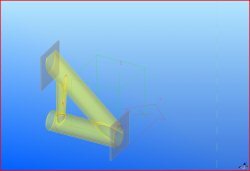
Следующее изображение показывает движение осей машины на примере модели RB MP c напольным ходовым путем.
Каждая машина оснащена самоцентрирующимся 3 кулачковым патроном, для зажима трубы и ее последующего вращения = 1ая ЧПУ ось (Y). Процесс затяжки патрона осуществляется с помощью электромотора.
Каждая стандартная машина комплектуется механической вспомогатльной тележкой с для поддержки трубы во время обработки. Тележка перемещается по шинам (предоставляются заказчиком). Подгонка тележки под диаметр производится вручную с помощью раздвижного устройства.
Ходовая часть на опорах или на полу
Режущая головка, включая колонну и консоль, крепится на специальной подвижной тележке, перемещаясь вдоль трубы, в зависимости от ходового пути на заданную дистанцию = 2ая ЧПУ Ось (X). Движение ходовой тележки осуществляется по линейным направляющим, обеспечивающим плавное и безвибрационное движение тележки во время режущего процесса.
Напольное крепление позволяет оператору перемещаться вместе с машиной, для постоянного визуального контроля за процессом резки, за счет высокой позиции платформы. Все элементы управления, включая компьютер размещены также на двигающейся колонне, также как и плазмотрон (в зависимости от размера).
Для обработки трубы длиной до 6000 мм перед зажимным патроном стандартной машиной необходимо 7000 мм опорного ходового пути и 9000 мм напольного ходового пути. Ходовой путь может удлиняться сегментами по 3000 мм. Для возможности резки трубы позади зажимного патрона (обрабатываемый диаметр зависит от диаметра зажима патрона), необходимо удлинение ходового пути минимум на 3000 мм.
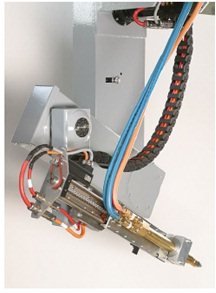
Режущая головка
Роботоподобная режущая головка собственной разработки с максимальным наклоном в 70° (горизонтально = 90°, угловой = 20°) относительно продольной оси трубы = 3ая ЧПУ Ось (B). Режущая головка имеет оборот в 380° вокруг своей оси = 4ая ЧПУ ось (C). Постоянные круговые движения обоих осей гарантируют то, что в любой момент осуществляется точнейшая и быстрая подача режущей горелки относительно внутреннего диаметра трубы для осуществления самых разных задач резки. Механика режущей головки защищена от попадания пыли, грязи и режущих частиц. Жесткая конструкция режущей головки позволяет монтировать большие и тяжелые плазменные резаки, которые не смотря на размер и вес имеют возможность быстро и динамично перемещаться.
Лазерный сенсор
Лазерный сенсор контролирует постоянное расстояние между режущей форсункой и поверхностью трубы = 5ая ЧПУ ось (Z). Перед процессом резки лазерный сенсор на высокой скорости промеряет предполагаемый контур резки на 360 точек позиционирования. Данные замеренные точки сравниваются с диаметром самой трубы. При несовпадении задаваемого диаметра трубы с реальным диаметром на оси в 360°, ПО рассчитывает корректировку расхождений по каждой из 360 замеренных точек. Во время процесса резки программное обеспечение регулирует на каждой точке позиционирования корректуру между заданной и реальной величиной, с помощью подъема/опускания режущей головки на точно рассчитанное расхождение, для того чтобы зазор между режущей горелкой и поверхностью трубы оставался константным. Тем самым достигается точнейшее ведение режущей горелки во время обработки.
В то же время, также для поддержания константного расстояние между режущей горелкой и поверхностью трубы, во время наклонных движений используется реверсная скользящая система для автоматической подачи вперед/назад = 6ая ЧПУ ось (W).
Электроника и программное обеспечение машин
Электронное оснащение каждой машины состоит из шкафа управления типа IP54, устройства ЧПУ, АСУ и компьютерной системы с пультом управления. Предохранение от сбоев в работе индустриального компьютера и ЧПУ осуществляет встроенное устройство бесперебойного питания Quintbuffer USV.
Система управления
Первый уровень системы управления состоит из компьютерной системы с индустриальным компьютером, Intel процессором, 10,4” монитором и USB-портом. Система снабжена всеми функциональными кнопками, в том числе кнопкой аварийной остановки и сигнальными лампами для простого управления машиной, Второй уровень системы содержит интерфейсы для соединения с ЧПУ и АСУ для передачи информации. Программное обеспечение для управления ЧПУ и АСУ является составной частью машины.
Машина оснащена программным обеспечением собственной разработки COROBS®, Windows 7. COROBS® представляет собой особый вид платформы единичных программных модулей, для достижения оптимальной, ЧПУ управляемой, обработки труб и профиля.
После выбора из меню макроса вырезаемого контура, в модуль MDI вносятся такие параметры, как диаметр главной и второстепенной трубы, толщина стенок главной и второстепенной трубы, угол наклона между главной и второстепенной трубой. Ориентация из макроуровня имеет то преимущество, что машина может быть очень быстро настроена на процесс резки, в сравнении, например с применением роботов. Заданные параметры сохраняются в виде программы резки, которая может быть в любое время вызвана из памяти компьютера. После ввода данных резки модуль SAC высчитывает движения и скорости 5 осей в зависимости от данных разрезаемой трубы, а модуль SPC подводит машину в избранную позицию резки.
Программное обеспечение поставляется стандартно на немецком и английском языке, но мы в состоянии предоставить версию программного обеспечения на языке заказчика, после соответствующей переработки
Программное обеспечение COROBS® уже в течении 30 лет постоянно дорабатывается и расширяется в тесном сотрудничестве с нашими клиентами, и благодаря этому является ведущим в отрасли по результатам резки и простоте обслуживания (не смотря на сложность 3D резки трубы). Для каждой стандартной машины COROBS® содержит обширную библиотеку макросовых контуров резки. Для каждой стандартной машины COROBS® предусматривает библиотеку следующий стандартных контуров резки:
- седловая опора 90° с центричной накладкой
- седловая опора 90° с эксцентричной накладкой
- седловая опора <90° с центричной накладкой
- седловая опора <90° с эксцентричной накладкой
- проникание 90° с центричной накладкой
- проникание 90° с эксцентричной накладкой
- проникание <90° с центричной накладкой
- проникание <90° с эксцентричной накладкой
- седловая опора 90° с центричной вставкой
- седловая опора 90° с эксцентричной вставкой
- седловая опора <90° с центричной вставкой
- седловая опора <90° с эксцентричной вставкой
- проникание 90° с центричной вставкой
- проникание 90° с эксцентричной вставкой
- проникание <90° с центричной вставкой
- проникание <90° с эксцентричной вставкой
- седловая опора 90° с усовым соединением
- седловая опора <90° с усовым соединением
- шлиц центрический
- шлиц эксцентрический
- проникание 90° с усовым соединением
- проникание <90° с усовым соединением
- усовое соединение 90°
- усовое соединение <90°
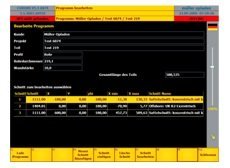
Окно для генерации серийного режущего макроса – MPC-Modul
После вызова базы данных, в которой сохранены все файлы резки, существует возможность соединения в один файл целой цепочки единичных макросов (MPC-модуль). После вызова базы данных, в которой сохранены все файлы резки, существует возможность соединения в один файл целой цепочки единичных макросов (MPC-модуль). Возможно соединение более ста единичных макросов в одну цепочку, для автоматического следования их в программе резки без дополнительного вмешательства оператора, с необходимостью вызова и позиционирования каждого последующего макроса.
В случае режима работы, использующего обе технологии резки, т.е. автогенную и плазменную, оператор имеет возможность до начала обработки в модуле CPS программного обеспечения COROBS® выбрать соответствующую технологию, для того чтобы скорость осей на выбранном контуре соответствовала параметрам резки выбранной технологии.
Помимо качества изготовления направляющих осей, и тем самым самой машины, выбора режущей технологии и качества трубы, возможности программного обеспечения также играют решающую роль в достижении точных результатов ведения процесса резки. COROBS® обладает необходимым режущим интеллектом, состоящим из следующих модулей:
- Оптимизация стартовой точки
- Оптимизация врезки
- Компенсация конусности
- Автоматическая регулировка скорости
- Корректировка негативного угла наклона
- Возобновление стартовой позиции в результате сбоев
- Система самодиагностики
- Протокол отчета о последних проведенных операциях
COROBS® поставляется с одной лицензией для каждой предлагаемой машины, что документируется соглашением по использованию ПО.
Существует возможность подключения машины к сети (LAN). Задачей заказчика является подключение соответствующего LAN-интерфейса на управлении машиной с сетью LAN. Соединение происходит через 10BaseT/100BaseTX-Standard и может поддерживаться TCP/IP-протоколом.
Окно меню программного обеспечения интернет сервиса
Модуль обслуживания через интернет позволяет соединять компьютер машины с нашим техническим и сервисным отделом, с помощью широко распространенного программного обеспечения “Teamviewer“, после подключения заказчиком компьютера машины к интернету и настройки нашим персоналом параметров входа в управление машиной. В случае появления неожиданных сбоев в АСУ, ЧПУ и ПО наш технический центр имеет возможность обнаружить и устранить появляющиеся ошибки.
Более того, через данное программное обеспечение возможен вход в рабочий журнал машины, для анализа акций, совершенных и зарегистрированных машиной в прошедшие часы. Благодаря такому анализу, а также изучению возможных сообщений об ошибках решаются многие технические сложные вопросы.
Режущая техника стандартных машин
1) Каждая машина укомплектована традиционным пакетом автогенной резки. Пакет содержит управляемую магнитным клапаном подачу газа, зажигание горелки, режущую горелку с магнитным клапаном, набор режущих форсунок для различных толщин резки и набор техники безопасности оператора. С традиционным пакетом возможна автогенная резка труб с максимальной толщиной стенки 90 мм.
2) Для резки толстостенных труб предусмотрено предварительное включение управляемой от магнитного клапана подогревающей горелки, которая крепится перед основной горелкой и подогревает материал трубы точно по разрезаемому контуру. В результате основной горелке легче резать подогретый материал. К тому же подогревающая горелка заглаживает неровности кромки разрезанного материала. В дополнение к описанному использование подогревающей горелки увеличивает скорость резки на 50% при наклоне режущей горелки на 45°.
3) Вытяжная техника описывается в главе «Опции»
Функциональные расширения машины (опции)
1) Модуль для резки квадратных и прямоугольных труб
Термическая резка квадратных и прямоугольных труб, помимо изначальной резки круглых труб, с помощью описанных в предыдущих главах машин возможна. Для резки контуров на квадратных и прямоугольных трубах необходима комплектация машины дополнительной поперченной осью (7ой ЧПУ осью) и расширение трехкулачкового зажимного патрона на четырехкулчаковый зажимной патрон. В случае зажима данным четырехкулачковым патроном круглой трубы, она зажимается тремя кулачками в циферблатной позиции 2 часа, 6 часов и 10 часов. Квадратные и прямоугольные трубы двумя кулачками в позиции 6 часов и 12 часов.
Также и программное обеспечение COROBS® дополнительно оснащается специальными режущими макросами. COROBS® после дополнительного оснащения в библиотеку добавляются следующие режущие макросы:
- косая распиловка 90° с/без сварной фаски
- косая распиловка <90° до 45° с/без сварной фаски
- двойная косая распиловка <90° до 45° с/без сварной фаски
- шлицевой рез с угловыми кромками
- седловой рез на круглой трубе <90° до 45° с/без сварной фаски
Максимальные размеры для резки и грузоподъемность заготовки зависят от модели машины термической резки трубы и профиля.
- RB 400/600/6 MP: 270x270мм/1500кг
- RB 400/800/6 MP: 270x270мм/1500кг
- RB 400/1000/6 MP: 270x270мм/1500кг
- RB 650/1200/6 MP: 420x420мм/2000кг
- RB 950/1500/6 MP: 420x420мм/2000кг
- RB 950/2000/6 MP: 420x420мм/3000кг
- RB 1200/2500/6 MP: 420x420мм/3000кг
2) Поддерживающая тележка для квадратных и прямоугольных труб
Квадратные и прямоугольные трубы, которые во время процесса резка поворачиваются зажимным патроном, требуют как минимум одного поддерживающего устройства, из-за постоянного возрастания опрокидывающего момента. Для решения этой задачи мы предлагаем специальную запатентованную поддерживающую тележку, с механизмом захвата заготовки и ренским колесом, которое поворачивается совместно зажимным патроном и поддерживает обрабатываемую трубу. Поддерживающая тележка может перемещаться по тем же направляющим шинам, по которым перемещается поддерживающая тележка для круглых труб.
3) Вертикальное перемещение зажимного патрона
Перемещение зажимного патрона по высоте необходимо в тех случаях, когда концепция поддерживающих устройств (не настраиваемая тележка, ручной шариковый рольганг, моторизованный рольганг) не предполагает регулировку их по высоте. В этом случае программное управление машиной регулирует автоматическое позиционирование зажимного патрона в зависимости от заданного диаметра обрабатываемой трубы
4) Устройство регулировки давления прижима зажимного патрона
Как только трубы устанавливаются в зажимной патрон для обработки, часто возникает проблема зажатия трубы, связанная с тем, что слишком тонкие трубы могут быть деформированы из-за слишком сильного усилия зажатия, а толстостенные тяжелые трубы наоборот могут проскальзывать в патроне при повороте из-за недостаточно сильного прижатия, что приводит к негативным результатам по точности резки. Для того чтобы избежать подобной ситуации, зажимной патрон может оснащаться ручной регулировкой зажатия трубы на скорость зажатия или на силу зажатия.
5) Специальный привод зажимного патрона с повышенной скоростью вращения
Регулируемая ЧПУ скорость вращения зажимного патрона составляет стандартно от 0,1 до 5 оборотов в минуту. Но при резке тонкостенных труб малого диаметра этой скорости может оказаться недостаточно, особенно при использовании технологии плазменной резки. В зависимости от сочетания мощности плазматрона и минимальной толщины стенки можно вычислить необходимую скорость резки в м/мин, согласно таблицам производителя плазматрона. Через расчет соотношения «скорость резки в м/мин к обороту обрабатываемой трубы» вычисляется максимально необходимое количество оборотов в минуту, которое – как видно из сравнения с описанным выше – превосходит скорость вращения в 5 об/мин.
- RB 400/600/6 MP: max 15 об/мин
- RB 400/800/6 MP: max 15 об/мин
- RB 400/1000/6 MP: max 15 об/мин
- RB 650/1200/6 MP: max 10 об/мин
- RB 950/1500/6 MP: max 10 об/мин
- RB 950/2000/6 MP: max 8 об/мин
- RB 1200/2500/6 MP: max 6 об/мин
6) Электромеханический щуп определения неровностей трубы
Согласно данному описанию вертикальная ось (5ая ЧПУ ось – Z) оснащена лазерным сенсором. В отличие от лазерного сенсора, которые замеряет трубу перед процессом резки, данный электромеханический щуп осуществляет слежение за неровностями трубы уже во время резки. Данный вид сенсорики используется в качестве дополнения к лазерному сенсору в тех случаях, когда заказчик режет в основном тонкостенные трубы, прежде всего плазменной технологией, так как в этом случае трубы могут подвергнуться деформации под воздействием термической обработки. В этом случае данные неровные участки воздействуют на движение штифта электромеханического щупа вверх или вниз, тем самым приводя в движение вертикальную ось колонны, что позволяет сохранять постоянный зазор между режущей горелкой и поверхностью трубы. Недостаток данного вида сенсорики заключается в небольшой временной задержке обработки сигнала о неровностях поверхности. Преимущество заключается в том, что сведения о неровностях поверхности передаются на управление машиной во время процесса резки в реальном времени.
Данный щуп полезен также в том случае, когда трубы имеют сильный внешний слой ржавчины или машина находится под сильным солнечным освещением, так как ржавчина или влияние солнечного излучения могут негативно сказаться на точности лазерного измерения.
7) Специальный манипулятор для индустриального компьютера и пульта управления
Стандартно на машинах термической резки трубы и профиля с напольным креплением панель управления находится подвижной платформе оператора, перемещающейся вместе с машиной. По запросу клиента мы можем разместить компьютер и панель управления на специальном переставляемом по высоте манипуляторе с противоположной стороны трубы.
8) Пневматическое маркирующее устройство
Фасонные трубы часто используются в больших строительных проектах. При сварке обоих торцов трубы с определенным углом фаски должны точно совпадать в местах стыкования с привариваемой трубой. Для того, чтобы облегчить монтажникам работу на строительной площадке, машина может быть оснащена пневматическом маркирующим устройством, крепящемся на режущей головке. После проведения резки с помощью данного маркировщика можно нанести на поверхность трубы соответствующие данные, облегчающие сборку труб при сварке на объекте.
9) Маркирующий иголочный пистолет
После проведения фасонной резки трубы, на нее часто наносится определенный шрифт. Это можно производить плазмой, иголочным или струйным маркировщиком. Информацию по плазменной маркировке можно почерпнуть в описании плазмотрона Kjellberg. В качестве альтернативы мы рекомендуем иголочный маркировщик, очень эффективный и простой в управлении. Текст набирается с помощью клавиатуры и дисплея, и маркирующий пистолет прикладывается потом к поверхности трубы (без привязки с программному обеспечению машины). Размер шрифта 2,5 – 9 мм. Маркирующий пистолет можно разместить на отдельном манипуляторе вблизи тележки, который в случае надобности можно подтягивать к поверхности трубы.
Альтернативные логистические решения трубообработки
1) Фиксированная по высоте поддерживающая тележка
Фиксированные по высоте поддерживающие тележки используются при наличии переставляемого по высоте зажимного патрона. Преимущество у фиксированной по высоте поддерживающей тележки заключается в том, что требующая определенных временных затрат подгонка высоты переставляемой тележки под диаметр трубы отпадает. В этом случае переставляемый по высоте зажимной патрон решает эту задачу автоматически.
2) Ручной шариковый рольганг
Альтернативой стандартной поддерживающей тележке может служить шариковый рольганг. (см. фото на стр. 5) На рольганг могут обрабатываться трубы максимальным весом 2 тонны с ручной подачей трубы в зажимной патрон для последующей фиксации. Данный метод не предусматривает автоматизации, но при этом удобен, если из одной трубы надо нарезать большое количество мелких деталей. Данное решение предусматривает обработку труб диаметром от 50 до 600 мм и весом до 2 тонн. Если диаметр трубы превышает 600 мм или ее вес превышает 2 тонны, обслуживающий персонал может убрать с помощью крана ручной рольганг и вместо него установить перед патроном поддерживающую тележку. Шины для тележки и рольганга идентичны. Шариковый рольганг крепится к шинам крепежными винтами, для того чтобы предотвратить непредусмотренное смещение рольганга во время обработки. Расстояние между отдельными шариковыми роликами стандартно рассчитано таким образом, что по ним можно перемещать трубы минимальной длиной в 600мм. Более короткие куски трубы снимаются с рольганга вручную или с помощью крана. При использовании ручного рольганга необходимо применение автоматической регулировки высоты зажимного патрона, так как это позволяет изменение позиционирования центра зажимного патрона в зависимости от диаметра обрабатываемой трубы.
3) Держатель шарикового рольганга
Круглые трубы, имеющие кривизну, не имеют точного прилегания на рольганге (это чаще происходит с тонкостенными трубами малого диаметра). Это может привести к столкновению трубы с режущей головкой и некачественному резу, так как движение вращающейся трубы не контролируемо. Для того чтобы избежать подобных недостатков, рольганг может быть доукомплектован пневматическим держателем, крепящимся к рольгангу, который с помощью направляющих движется по поверхности трубы. С помощью двух прижимных роликов он пневматически надавливает на трубу, предотвращая тем самым поднятие ее из-за неровностей надо рольгангом. Этот держатель предусмотрен для труб с максимальным диаметром 160 мм.
4) Моторизованный шариковый рольганг
Для оптимизации логистики обрабатываемой трубы, машины могут комплектоваться различными версиями 6000мм моторизованных рольгангов с грузоподъемностью 7,5 тонн для транспортировки трубы к зажимному патрону. Минимальная длина трубы 800 мм.
Данные рольганги предполагают наличие транспортных роликов для перемещения трубы вперед/назад, а также поддерживающих роликов, которые обеспечивают поддержку трубы во время резки.
Данные поддерживающие ролики с шпиндельным приводом приводятся в движение друг к другу/друг от друга в зависимости от изменений диаметров обрабатываемых труб. Привод основан на одном моторе с тормозом на каждую сторону. После приема трубы в зажимной патрон, поддерживающие ролики подъезжают под трубу и фиксируют ее, а транспортные ролики отводятся вниз, тем самым может быть дан старт началу резки. Версии рольгангов могут отличаться как по расстоянию между транспортными роликами, так и по требованиям по поддерживающим устройствам. Расстояния между транспортными роликами рассчитываются из минимальных размеров обрабатываемой трубы, так как для перемещения трубы необходимо три ролика. Расстояние между зажимным патроном и поддерживающим устройством также важно для минимальных размеров обрабатываемой трубы, так как каждая труба должна иметь поддержку во время зажима и последующей обработки. Конструкция моторизованного рольганга должна быть обговорена заранее с заказчиком исходя из соблюдения всех описанных выше условий.
Режущая и вытяжная техника
1) Автоматическая система контроля и управления подачи газа Omniflow
Omniflow представляет собой запатентованную автоматическую систему контроля и подачи газа, которая в коммуникации с программным обеспечением COROBS®, регулирует давление газов при автогенной резке. Omniflow рассчитывает при вводе толщины стенки в программное обеспечение машины необходимое давление газа для автогенной резки и регулирует его в процессе резки с учетом длины реза, а также всех изменений угла поворота режущей головки. К тому же Omniflow обеспечивает автоматическое зажигание горелки и точнейшую врезку перед началом процесса раскроя путем медленного поднятия давления газа по определенной шкале. За счет этого крайне минимизируется образование грата при врезке.
2) Плазменная техника резки
Для плазменной резки мы по умолчанию используем продукцию немецкого производителя Kjellberg, который наряду с американским производителем Hypertherm является лидером рынка. По специальному запросу можем также интегрировать плазмотроны Hypertherm и плазмотроны других производителей. Какие из последующих плазмотронов должны быть поставлены с машиной, зависит от задач клиента. Плазмотроны Kjellberg PA-S45W или FineFocus 450. используются традиционно для резки материалов с толщиной от 5 мм. Модельный ряд HiFocus представляет собой инверторные источники, позволяющие производить резку на толщинах от 0,5 мм м выше. Эти высокопроизводительные инверторные плазменные источники могут осуществлять обмен информацией с управлением машины, что позволяет максимально оптимизировать процесс резки.
В случае использования плазменной техники резки, машина предполагает дополнительно плазменный режущий инструмент с высокочастотной защитой и специальное предусмотренное для плазменной резки программное обеспечение COROBS®. Программное обеспечение регулирует помимо прочего повышенную скорость приводов, связанную с плазменной резкой, а также компенсацию конусности, связанную с формой плазменной струи.
Использование данного оснащения следует учитывать при покупке машины, так как стандартно машины комплектуются только автогенной техникой. Если при покупке машины сразу провести дополнительные установки для использования плазменной резки, то позднее заказчику останется лишь интегрировать плазменную технику.
3) Вытяжная техника и защита зрения
При резке плазмой вырабатываются нитрозные газы, которые могут нанести вред обслуживающему персоналу и окружающим. Поэтому в обязательном порядке должна быть предусмотрена соответствующая вытяжная система. Если она не является составляющей поставки Mueller Opladen, она должна быть предусмотрена заказчиком самостоятельно. Помимо этого следует обеспечить защиту зрения обслуживающего персонала и окружающих, чтобы не повредить сетчатку глаза при слежении за плазменной струей или ее отражений.
Для вытяжной техники мы используем продукцию только ведущих немецких производителей. Мощность модели зависит от объема воздуха, прокачиваемого через вытяжку.
При использовании малых плазмотронов для резки стенок толщиной до 15 мм, следуя нашему опыту, достаточно использование мобильная вытяжная установка, расположенная вблизи режущего процесса. В любом случае, даже при заказе подобной мобильной установки у нас, следует проконсультироваться в местных надзирательных органах, на предмет соответствия параметров данной вытяжной установки к местным нормам защиты труда и окружающей среды. Рукав вытяжки позиционируется вблизи режущей головки, для прямого попадания продуктов сгорания через рукав в фильтр. Предусмотренная мобильная вытяжная установка рассчитана на объем 3.000 м3/час. Активация вытяжки происходит независимо от резки через нажатие кнопки включение/выключение. Защита зрения при таком решении не предусмотрена. Мы предлагаем из соображений техники безопасности использовать закрывающие занавесы вокруг машины. Обслуживающий персонал в процессе плазменной резки может использовать для работы сварочный шлем.
При использовании более мощных плазменных источников, примерно от 70А, вырабатывается гораздо большее количество дыма, которое уже невозможно откачать через компактный вытяжной рукав рядом с горелкой. В этом случае мы предлагаем стационарные вытяжные установки, с возможностью откачки газа как возле горелки, так и позади зажимного патрона.
Откачивающий рукав позади зажимного патрона соединен с воронкой, крепящейся несколькими винтами к задней стороне зажимного патрона. Откачивающий рукав над горелкой соединен с зонтом, который передвигается с режущей горелкой вдоль обрабатываемой трубы.
Предусмотренная стационарная вытяжка обеспечивает максимальную откачку 6000 м³/час. Активизация вытяжки зависит от процесса резки. При зажигании плазменной горелки система вытяжки автоматически включается. При затухании струи система выключается с некоторым запаздыванием. Для защиты зрения на откачивающем зонте крепятся специальные невоспламеняемые завесы, которые легко снимаются при резке автогеном.
Если система вытяжки уже предусмотрена заказчиком заблаговременно, то мы можем укомплектовать машину соединяющими элементами, такими как воронку для зажимного патрона и зонт с завесами для режущей головки.
Специальные программные модули
1) MOPRO® 3D CAD/CAM программное обеспечение для обработки данных
MOPRO® это процессор, позиционируемый между актуальными версиями 3D-CAD-программного обеспечения, такими как Tekla Structures, BOCAD, Intergraph или Tribone и программным обеспечением машины COROBS ® для трансформации 3D-конструкционных данных в макросы резки, используемые под COROBS®.
Подобная генерация создается таким образом, что MOPRO® считывает трехмерные данные резки трубы из CAD-файла и конвертирует их в читаемые машиной параметры резки. После данной конвертации эти данные сохраняются в виде макросов резки, для последующей их передачи через USB накопитель или сеть на компьютер машины.
Однако трансформация данных может происходить только в случае, если программное обеспечение COROBS® также содержит макросы резки 3D-CAD-данных трубы, которые должны быть конвертируемы через MOPRO® и если имеющееся 3D-CAD-программное обеспечение готовит в корректной форме необходимые данные для MOPRO®.
Лицензия для MOPRO® связана или с Tekla Structures, или с BOCAD, или с Tribone. Если MOPRO® должен быть рассчитан на все 3D-CAD-программных обеспечения, то необходимо получить 3 лицензии. Выдаваемая лицензия связана только с актуальной версией ПО Tekla Structures (от Version 16), BOCAD и Tribone, которые актуальны на момент покупки лицензии. Покупка лицензии MOPRO® происходит в форме документирования пользовательского соглашения по программному обеспечению.
Каждая MOPRO® лицензия связана только с одним рабочим местом и защищена электронным ключом Dongle.
Лицензия для избранного 3D-CAD-программного обеспечения не является базовой составляющей MOPRO®.
Дательная информация по MOPRO® может быть предоставлена по запросу.
2) Offline-модуль программирования данных (ODIM)
Базирующееся на модулях программное обеспечение для резки труб и профиля COROBS® может устанавливаться не только на компьютер машины, но также и на другой персональный компьютер при условии, что он работает на оперативной системе Windows XP.
Для этого потребуется приобретение лицензии для ODIM модуля offline-программирования. Заказ подобной лицензии документируется виде пользовательского соглашения по программному обеспечению.
Таким образом, подготовка макросов резки может проводиться без участия машины путем использования удаленного компьютера. Созданные макросы резки сохраняются на удаленном компьютере и передаются на компьютер машины через USB или через сеть предприятия.
3) Программное обеспечение оптимизации резки
Программное обеспечение оптимизации резки собирает данные всех собранных в один проект труб с толщинами и конурами резки. После обработки программное обеспечение выдает автоматическую очередность резки для каждой предназначенной для резки трубы, для того чтобы из каждой имеющейся в наличии трубы вырезать максимальное количество необходимых деталей, минимизируя тем самым остатки.
4) Согласование MOPRO и программного обеспечения управления складом
Возможна установка дополнительного программного обеспечения, которое, учитывая результаты описанной выше оптимизации, высчитывает необходимое количество труб для предполагаемого проекта и сравнивает его со складскими запасами труб или предлагает заказ недостающих на складе труб для осуществления проекта. Для того чтобы предложить подобное программное обеспечение, необходима подробная информация о складском программном обеспечении заказчика.
5) Виртуальная симуляция макроса резки
Сгенерированный макрос резки может быть представлен на компьютере машины или на удаленном компьютере в виде 3-мерной детали, получаемой после процесса резки
6) Гибкий модуль программирования фасонной подготовки отверстий под сварку
Помимо традиционных макросов резки могут быть предложены многочисленные специальные решения. Для многих применений весьма полезным может оказаться интеграция специальных макросов резки, позволяющих осуществлять фасонную подготовку сварочных соединений на самые разные возможности позиционирования в пределах 360°, с учетом самых разных параметров (макс.16)
Прочее
Вышеописанные опции являются дополнительными техническими решениями, которые требуют детального обсуждения с заказчиком. Каждое решение может быть интересно для того или иного заказчика, в зависимости от отрасли применения, степени загрузки машины, а также от вида обрабатываемых деталей.