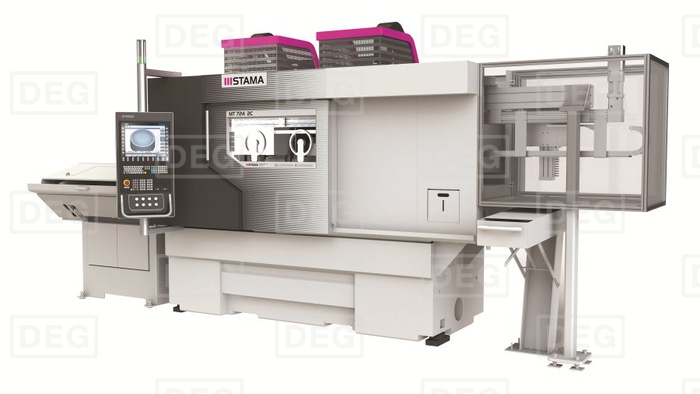
Фрезерно-токарный обрабатывающий центр с ЧПУ STAMA MC 834/MT (арт.MC 834/MT)
Фрезерно-токарный обрабатывающий центр с ЧПУ STAMA MC 834/MT
Технические характеристики
| Фрезерный шпиндель |
| Мощность фрезерного шпинделя |
кВт |
37/60 |
| Крутящий момент |
Н×м |
140/200 |
| Частота вращения |
об/мин |
10500/ 12000 |
| Кол-во шпинделей |
шт. |
1 |
| Расстояние между шпинделями |
мм |
- |
| Токарный шпиндель |
| Мощность токарного шпинделя |
кВт |
50 |
| Крутящий момент |
Н×м |
180 |
| Частота вращения |
об/мин |
4200 |
| Перемещения |
| Ход по оси Х |
мм |
800 |
| Ход по оси Y |
мм |
520 |
| Ход по оси Z |
мм |
510 |
| Ускоренное перемещение по осям X/Y/Z |
м/мин |
60 |
| Ускорение |
G |
до 1 |
| Инструментальный магазин |
| Число инструментальных позиций |
шт. |
64 |
| Конус инструмента |
|
HSK-A63 |
| Вес инструмента |
кг |
5/ 10 |
| Диаметр инструмента |
мм |
78/160 |
| Длина инструмента |
мм |
300 |
| Время смены инструмента |
с |
2.9 |
| Размеры прутка |
| Длина прутка |
мм |
- |
| Диаметр прутка |
мм |
- |
| Длина детали |
мм |
- |
| Размер штучной заготовки |
| Длина детали |
мм |
250 |
| Диаметр детали |
мм |
600 |
| Вес детали |
мм |
50 |
| Габариты |
| Высота |
мм |
3400 |
| Ширина × Глубина |
мм |
3300 ×3700 |
| Вес |
кг |
9600 |
| Система ЧПУ |
|
Siemens 840D FANUC 31iMB/5 |
| Артикул | MC 834/MT |
Описание станка
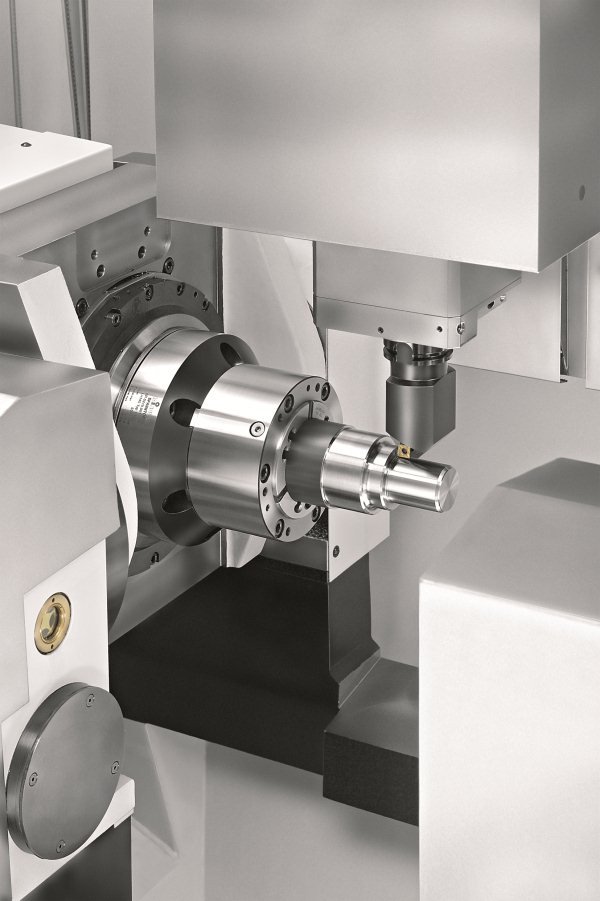
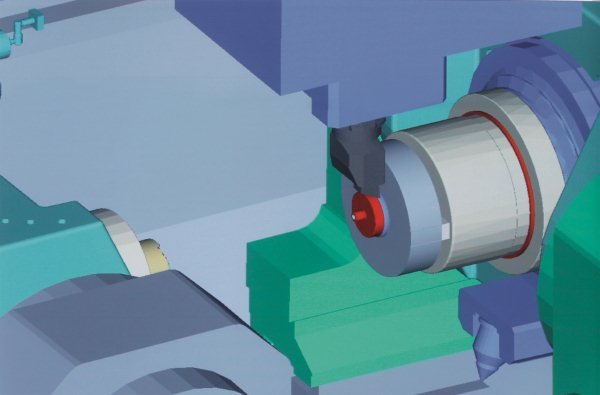
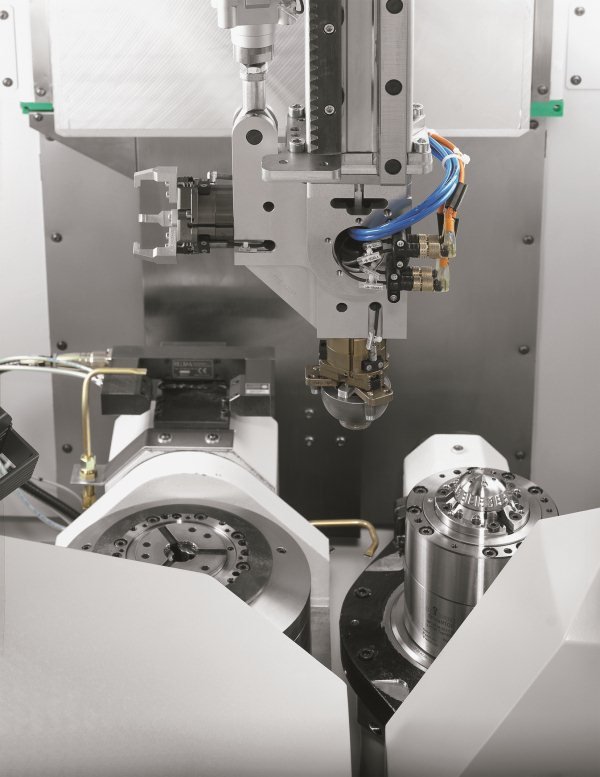
Фрезерно-токарные обрабатывающие центры STAMA предназначены для комплексной обработки сложных, высокоточных деталей с интенсивными фрезерными и токарными операциями.
Система интеллектуального управления инструментом, а также инструментальный магазин с очень высокой производственной мощностью лежат в основе экономичной и высококачественной комплексной обработки.
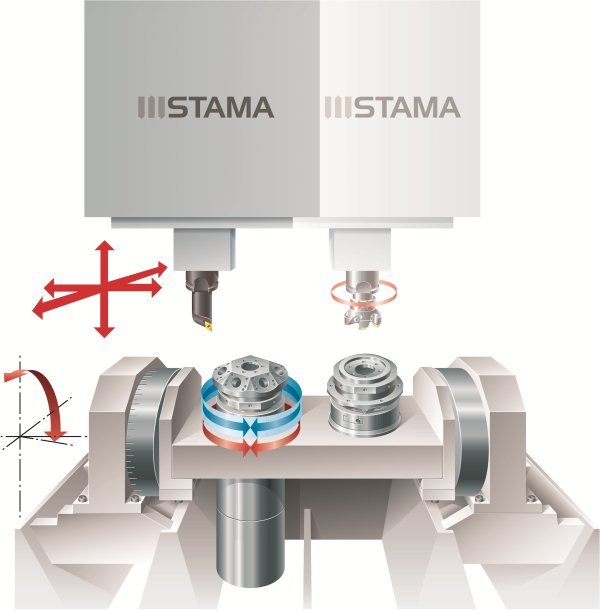
Основные принципиальные схемы конструкции станков Система 8
Фрезерно-токарные центры, предназначенные для комплексной обработки заготовки в патроне или специальном приспособлении. Станки данной системы способны обрабатывать крупные и тяжелые заготовки до Ø600 мм при наименьшей потребности в площадях благодаря компактной конструкции.
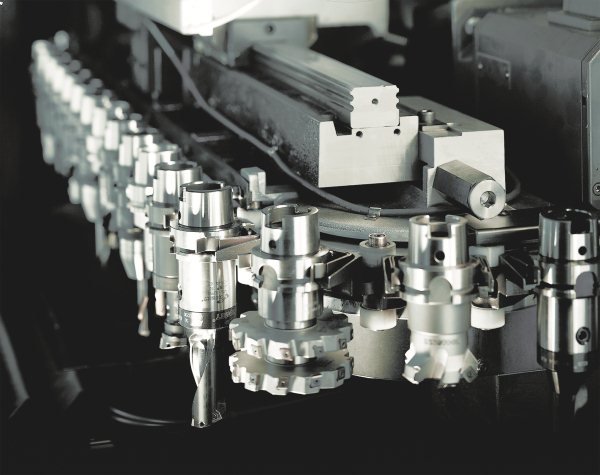
Инструментальный магазин с интеллектуальной системой инструментообеспечения
Вместительные инструментальные магазины (до 180 шт.) находятся за пределами рабочей зоны и защищены от попадания стружки и СОЖ.
Программа навигации по инструментам
STAMA Tool-Navigation сортирует инструменты в том порядке, в котором они понадобятся в процессе выполнения программы. Такая сортировка обеспечивает минимальное время смены инструмента «от стружки до стружки». При этом пользователь может помещать инструменты в магазин в произвольном порядке, что особенно важно при полном переоснащении станка.
Автоматизация процесса загрузки / разгрузки
Разработка концепции автоматизации производится исходя из конкретных условий производства (ассортимент и объемы обрабатываемых деталей, габаритные площади и т.д.) при этом учитывается экономическая эффективность и целесообразность автоматизации.
Преимуществом интегрированной автоматизации являются компактность, небольшие затраты на капитальные вложения. Использование специальных зажимных приспособлений или же интегрированного портального загрузочного устройства для загрузки и разгрузки деталей позволяет гибко и без больших затрат автоматизировать процесс обработки целых семейств деталей.
Использование внешнего портального загрузочного устройства или робота является также эффективным способом автоматизации при необходимости создания целого автоматизированного комплекса с использованием двух и более обрабатывающих центров.
При необходимости создания автономных производственных участков существует возможность реализации проекта «под ключ». Такой проект включает в себя полную производственную технологию, проведение пробной обработки, компьютерное моделирование процесса, выпуск опытной серии, оптимизацию процесса.
Возможные расстояния между шпинделями